
薫長ができるまで

- HOME
- クンチョウの酒づくり
- 薫長ができるまで
昔ながらの手作り製法を守りながら
前進しつづける
米選び・精米
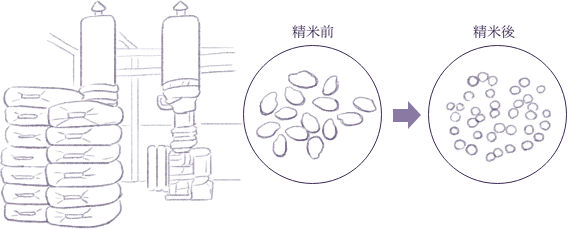
酒造りのスタート地点。
酒造りにおいて、その源とも言える「米」。
酒造りは、お米を仕入れた瞬間からスタートしています。
クンチョウ酒造で使うお米は、地元の大分県日田市でつくられた美味しいお米が中心です。
そのほか、「大吟醸・瑞華」は、最高級の酒米「山田錦」を原料にしています。
めぐまれた自然の中で、ゆたかに育った美味しいお米が、クンチョウ酒造の味を守ってくれています。
洗米・浸漬

たっぷりでも、少なすぎてもだめ。
洗米は昔ながらの人力で行っています。
10キロ単位に小分けしたお米の洗米を何度も繰り返し、
総量は400キロにものぼる日もあります。
要は「お米に水を吸わせてあげる」という作業ですが、これがなかなか繊細な作業です。
水につけすぎてやわらかくなったお米からは、
味が濃く飲みづらい酒が仕上がります。
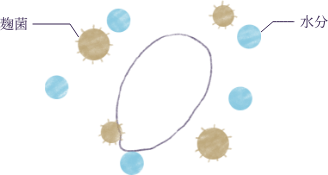
カビの1種である麹は水を欲しがるイキモノなので、
水分が少なすぎても麹が本来の力を発揮できません。
その差は、なんと秒刻みの浸水時間で影響します。
そして、その年の気温、天気、水温によっても変わってきます。
毎年お米のデータを取り、作業の前には今年の白米の水分量を測ります。
そこからは1秒が勝負。
ストップウォッチで厳しく時間を管理しながら、最適な水分をふくませていきます。
米蒸し

理想は「外硬内軟」の蒸しあがり。
クンチョウ酒造では、「甑(コシキ)」と呼ばれる小型の釜で米蒸しを行っています。
米蒸しの工程で一番注意が必要なのは、「いかに均一に熱を通していくか」。
小型であればあるほど熱効率がよく、丁寧に熱を通していける「コシキ」を使用し、
酒造りに最適な外が硬く、内側が柔らかい「外硬内軟」の蒸しあがりを目指していきます。


すべてのお米にムラなく熱を通すため、こまめに調整を行っていきます。
麹造り/製麹(せいきく)

「一麹、二酛、三造り」
「一麹、二酛、三造り」という酒蔵ならではの言葉があります。
これは「酒造りにおいては、麹がもっとも大事だ」という意味です。
蒸したお米にタネ麹を落とし、
麹室(こうじむろ)と呼ばれる部屋で麹を繁殖させていく「麹造り」では、
蔵人が赤ちゃんのお世話をするように、せっせと麹を育成していきます。
- 工程
-
- 1:引き込み
- 2:床もみ
- 3:切り返し
- 4:盛り
- 5:仲仕事
6:仕舞仕事 - 7:出麹(でこうじ)


麹は温度帯によって生成される酵素が異なるため、
この工程の中で温度を上げたり下げたりの調整を何度も繰り返しています。
そのため「麹番」と呼ばれる担当者が宿舎に寝泊まりし、麹を見守っています。
現在「麹番」を持つ酒蔵は少なくなりましたが、クンチョウ酒造では昔ながらの手法で麹を丁寧に育てています。
酒母造り

酒造りの土台、「酒の母」
「酒の母」と書いて「酒母」。まさに酒母は、日本酒の土台となる存在です。
「酒母」を造る目的は、アルコール発酵に必要な酵母を大量に培養することです。
まずは小さなタンクに、麹・掛米・酵母を入れて酵母を培養するところから酒母造りはスタートします。
ここから8〜14日という時間をかけ、ていねいに酒母を造っていきます。
- 温度調節
-
 酒母の温度をゆっくり上げるために、お湯を詰めて酒母に入れる
酒母の温度をゆっくり上げるために、お湯を詰めて酒母に入れる
湯たんぽのような役割を果たす「暖気樽」を使い、温度調節を行います。
仕込・発酵

醪造りの三段仕込み
酒母が完成に近づくと、醪造りのための「仕込みと発酵」の工程に移ります。
醪を造るため、酒母に「米麹+蒸米+仕込水」を加えていきますが、
ここではすべての原料を一気に加えるのではなく、3段階に分けて行います。
これが日本酒造りの特徴でもある「三段仕込み」です。
-
- 1日目:添え仕込み
- 酒母に麹米と蒸し米をまぜた最初の仕込み。温度は15度を保ちます。
-
- 2日目:踊り
- 仕込みはおやすみ。蒸した米に麹米がきちんと反応して発酵しているかを確認します。
-
- 3日目:仲仕込み
- 酒母に麹米と蒸し米をまぜる2回目の仕込み。9度を保ちます。
-
- 4日目:留仕込み
- 酒母に麹米と蒸した米を混ぜる3回目の仕込み。6度を保ちます。
なぜ仕込みを一気に完了しないかというと、「日本酒を雑菌から守るため」です。
日本酒は微生物や麹菌の力を借り、いくつもの発酵過程を経て完成します。
この工程の中で、悪影響を及ぼす微生物(雑菌)からの影響を防ぐ必要があります。
酒母の酸性を薄めないために、原料を3回に分けてゆっくりと仕込んでいきます。

発酵環境には、冷えた外気を利用。
クンチョウ酒造は、昔ながらの寒い時期に仕込む酒造りを行っています。
上槽
ていねいに酒を搾る
大切に育てた醪を酒と酒粕に分離する「上槽」、いわゆる「搾り」です。
醪で溶け切れなかった麹や蒸米を、布でこし取っていきます。
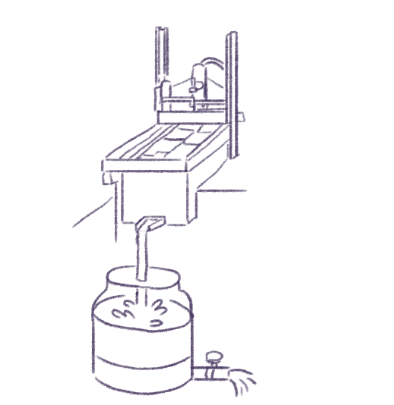
スタンダードな手法としては「やぶた搾り」。連続式のしぼり機で圧力をかけ、酒を搾っていく自動圧搾機。圧力を上げれば上げるほどより多くの酒が搾れ、搾り時間が大幅に短縮されます。酒の酸化が防げるため、品質も保つことができる優れた搾りかたです。大吟醸以外で多く使用されています。

大吟醸では、人力で手間がかかる「袋搾り」を使用します。
袋しぼりは「首吊り」とも呼ばれ、醪を入れた布袋を吊り、布から滲み出す雫を集めていく手法です。自動圧搾機に比べ、時間がかかり量も少なくなりますが、醪自身の重みで自然に搾り出された日本酒は雑味のない繊細な味に仕上がります。
熟成

荒々しさがまるくなる「熟成」
できたての酒は、水とアルコールの分子がそれぞれ調和されていない状態です。
最低でも3ヶ月程度の熟成期間を置き、
水の分子とアルコールの分子が落ち着いた酒からは荒々しさが消え、
まろやかになります。
熟成のために眠りに就いた原酒は、
熟成具合を確かめるために、一ヶ月に一度はチェックを行います。
薫長の商品を飲んでみたい方は「オンラインショップ」で購入できます!




「酒蔵見学」並びに「バス駐車場予約」をご希望の方は、
予約申込書をメール または FAXでご送付ください


【車でお越しの方】
高速日田インターから車で約5分。
駐車場完備※自家用車10台、大型バスも可(要予約)
【電車・バスでお越しの方】
・最寄り駅:
久大本線 ・日田彦山線 『日田駅』から徒歩19分
・最寄りバス停:「上町通り」で下車して徒歩1分。